三次元量測儀
什麼是三次元量測?
所謂三次元就是XYZ三軸構成的3D座標,三次元量測大致分成2類:
- 座標空間量測:通過測量物體各個點在三維坐標系中的位置來描述物體的形狀和位置,將量測工件的數據轉成3次元空間座標數據,這種量法的工件一般會比較大尺寸,重量也比較重,通常用三次元座標量測儀 ( Coordinate Measuring Machine,簡稱 CMM ) 測量物體的長、寬、高等尺寸,或是使用雷射測距儀、相機等光學設備進行物體的三維坐標測量。
- 表面掃描量測:針對樣品表面的形貌變化作掃描,以獲取物體表面的形狀、紋理等信息,並將量測數據轉成3D數據,這種樣品通常要求量測比較精微,樣品重量也比較輕,其量測方法也有很多種,常見的方法有光學表面量測和影像表面量測,前者利用光學原理,例如:使用白光干涉儀、雷射共軛焦等測量物體表面的形狀和曲率;後者則通過拍攝物體影像,利用影像處理技術進行表面紋理、形狀的分析和測量。
ISO 25178-6標準規範中都有詳細介紹量測原理,也可以瀏覽網頁:表面輪廓量測方式介紹
三次元量測方法有非常多種,也各有其量測優勢,以下提供比較表參考:
| 接觸式三次元 | 三鷹非接觸式三次元 | ||
|---|---|---|---|
| 觸針尺寸大 | 特色 | 大範圍掃描 (輪廓儀、CMM) 面形、輪廓、平面度 適合量測金屬等不易磨耗材料 |
大範圍高精度掃描 座標點高度、輪廓、粗糙度、平面度 |
| 優勢 | 探針不易磨耗 | 快速量測、不刮傷樣品、沒有耗材 | |
| 劣勢 | 無法量微輪廓與粗度 | 不適合量太重工件 | |
| 觸針尺寸小 | 特色 | 小範圍掃描 (AFM、粗度儀) 粗糙度、波紋度 適合量測金屬等不易磨耗材料 |
小範圍亦可高精度掃描 樣品受限小:透明、高反射、低反射、黑色、膏狀液體、鍍金(Ra nm) |
| 優勢 | 量微輪廓與粗度 | XYZ 三軸搭配超高解析光學尺,數據重現性佳 | |
| 劣勢 | 探針易磨耗,不宜長時間連續量測 | 3D 掃描無法在數十秒時間完成 |
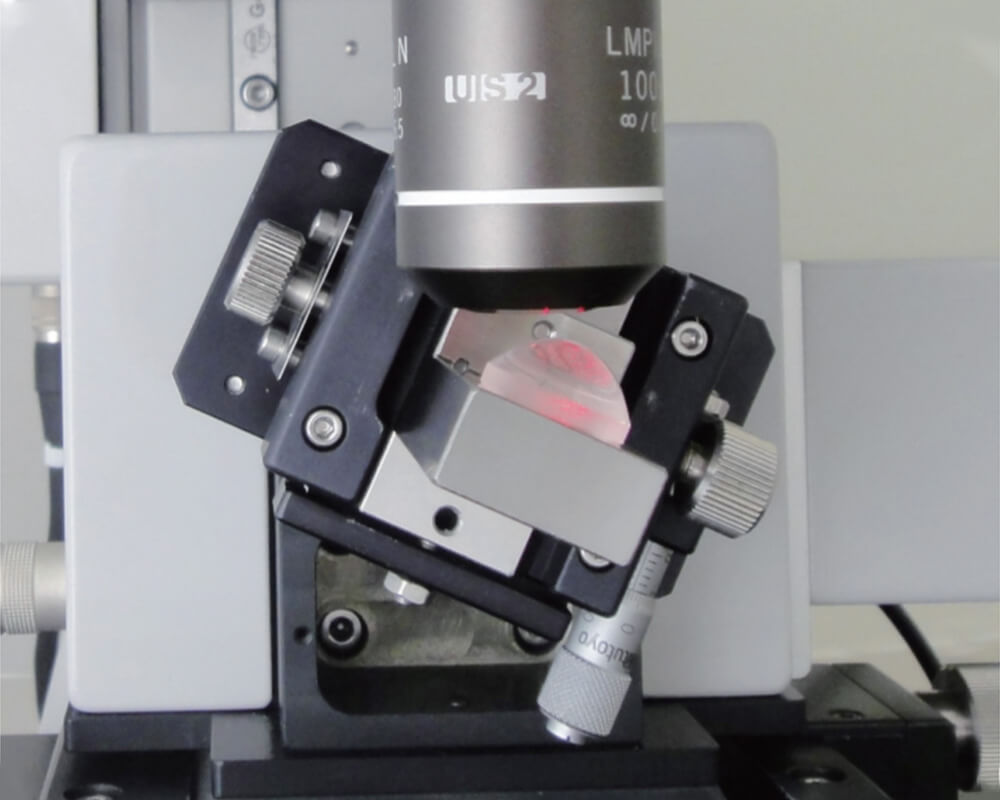
志隆國際代理的三鷹光器三次元量測儀器感測元件是雷射探針,量測方法比較接近接觸式探針法的表面三次元掃描量測方式,因移動軸間距可以自定義,固可執行連續性掃描,也可定座標點量測,搭配X100物鏡使用時雷射探針光斑1um,可以量測到更微細溝穴。歡迎來電技術諮詢。
總共
4