AI 矽光子光波導:光纖元件纖心座標量測、光波導輪廓、Micro Lens Array。
精密光學鏡片:球面鏡、非球面鏡、自由曲面鏡(FREE FORM LENS)面形評價。BARREL圓徑、真圓度量測。
元宇宙光學:虛擬實境(VR)、擴增實境(AR)、混合實境(MR) 使用鏡片FRESNEL LENS。
汽車產業:雷達、抬頭顯示器HUD,車頭燈微結構。
光學模仁量測、超精加工後工件表面輪廓確認。

AI 矽光子光波導:光纖元件纖心座標量測、光波導輪廓、Micro Lens Array。
精密光學鏡片:球面鏡、非球面鏡、自由曲面鏡(FREE FORM LENS)面形評價。BARREL圓徑、真圓度量測。
元宇宙光學:虛擬實境(VR)、擴增實境(AR)、混合實境(MR) 使用鏡片FRESNEL LENS。
汽車產業:雷達、抬頭顯示器HUD,車頭燈微結構。
光學模仁量測、超精加工後工件表面輪廓確認。
日本三鷹光器公司(Mitaka Kohki Co., Ltd.)的雷射表面輪廓儀採用非接觸式方式量測樣品表面形貌,符合ISO 25178-605規範之非接觸式點雷射自動聚焦掃描表面輪廓量測儀,量測儀器優勢在對大行程工件做2D或3D掃描量測非常方便,量測樣品前無需預先輸入設計參數就可對樣品進行掃描量測,量測軸每個軸向都配備光學尺對樣品做高密度取點,數據輸出就是光學尺的點座標,光學尺的精度是奈米精度樣品掃描。
三鷹光器的量測儀器在量測光學鏡片與模仁有其獨特優勢,例如非接觸式量測方法不破壞樣品表面、快速大面積掃描、數據是奈米光學尺精度、儀器規格可客製化改造也是優勢之一,使用三鷹光器量測儀器可以進行複雜的表面輪廓掃描,而且相同量測手法數據重現性非常高。
鏡片模仁量測範例說明:
光學鏡片會產生彩虹紋現象,可從模仁的表面粗糙度檢討。
非球面輪廓擬合主要是檢查模仁輪廓是否與設計是相同,所以模仁量測掃描的取點間距會比粗度掃描間距大。為助於模仁粗度分析,可在量測開始就設定小間距掃描,因為是非接觸式的量法,並沒有接觸式探針損耗的問題。
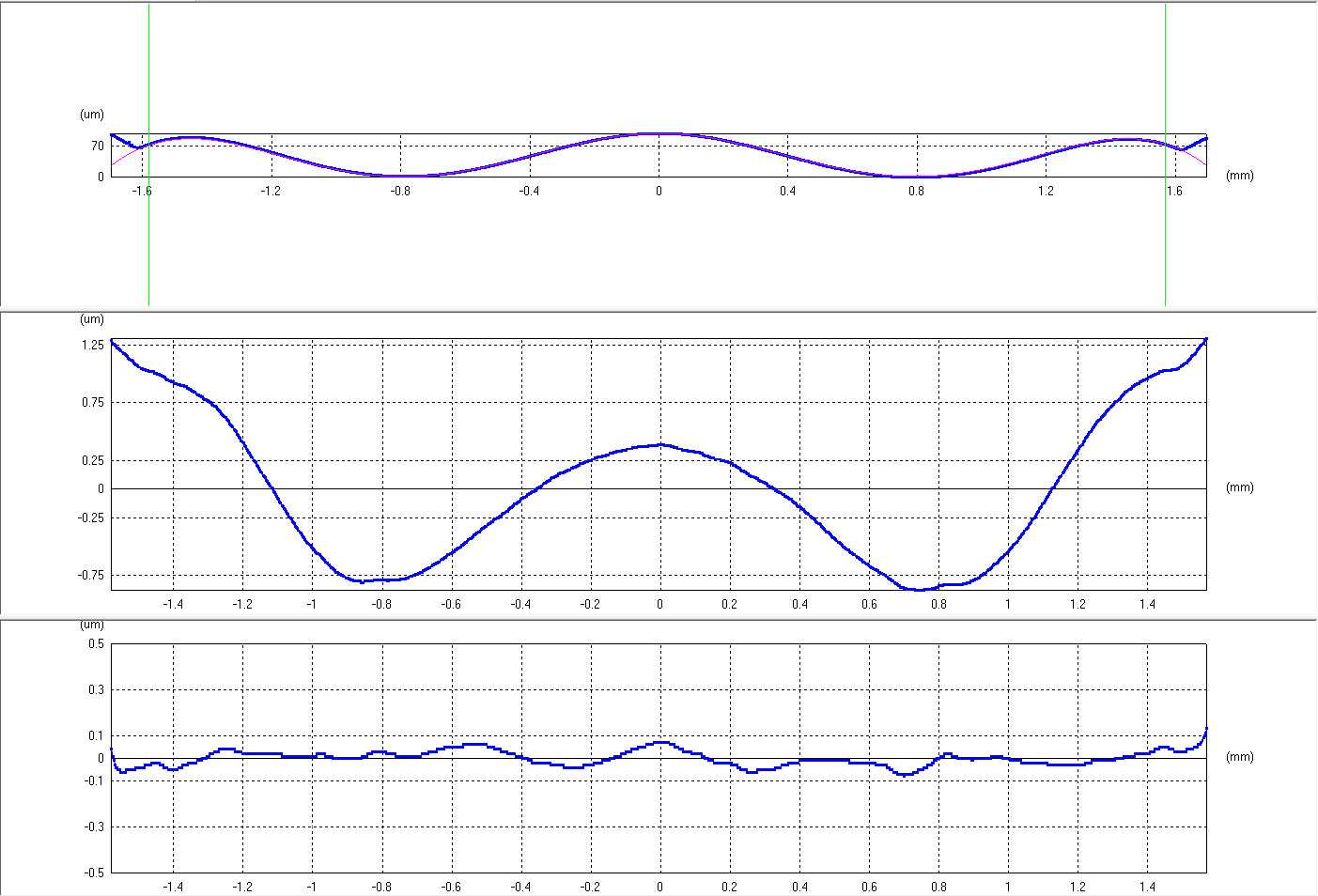
下圖範例:量出模仁整體輪廓後,隨意擷取其中一小部斷面,似乎粗度很高。
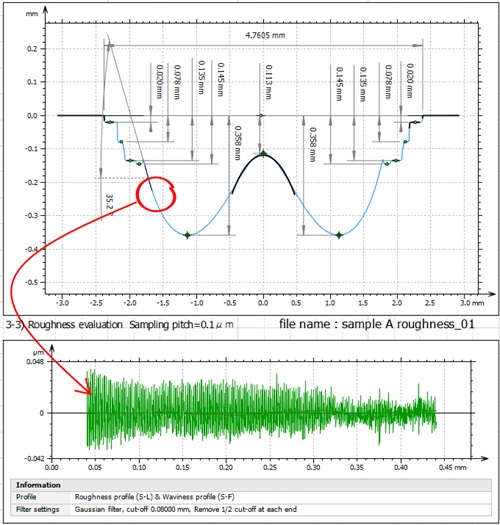
三鷹光器的量測儀器XYZ三軸都有高解析光學尺,使用顯微物鏡量測樣品,故量測過程中畫像也可被記錄下來,當發現問題缺陷所在,找出當時紀錄的畫像。
下圖說明:因為量測數據分析發現模仁粗度有點高,抓取記錄圖檔發現畫像內有規則紋路,於是可進行產品分析。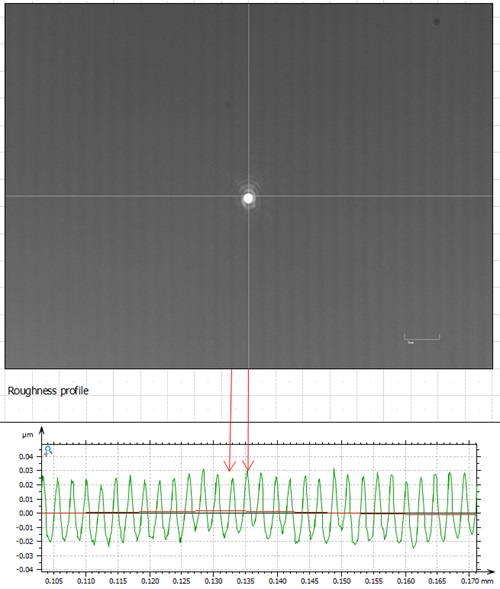
模仁量測範例說明:
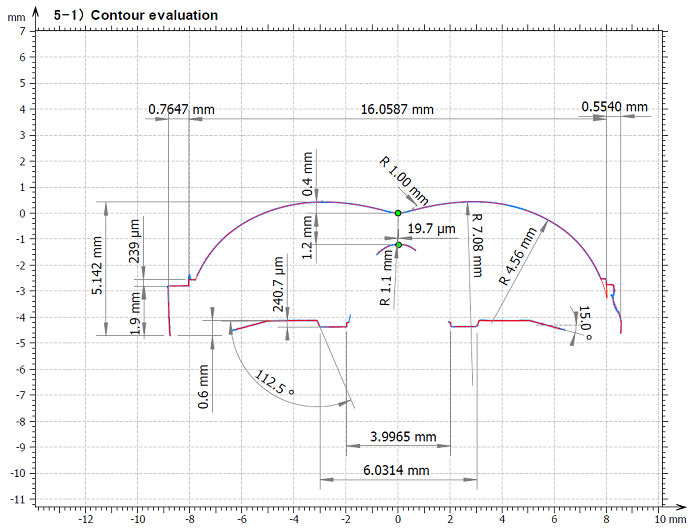
精密光學射出用模仁表面輪廓量測,模仁屬於對稱形結構,2D量測掃描就可知道關鍵尺寸。模仁從注膠口到排屑溝的形狀會影響射出成品鏡片輪廓,所以量測上除了中心非球面輪廓量測,外周注膠輪廓也需量測。
三鷹光器量測儀器可完整量測出模仁輪廓,再依照需求分析幾何輪廓、粗糙度評價、非球面擬和。對開發者來說一次量測解析出3個重要關鍵數據,CP值超高。
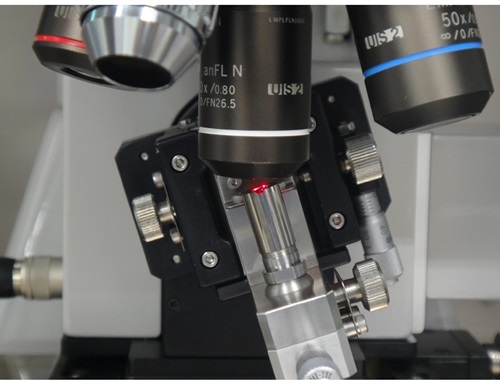
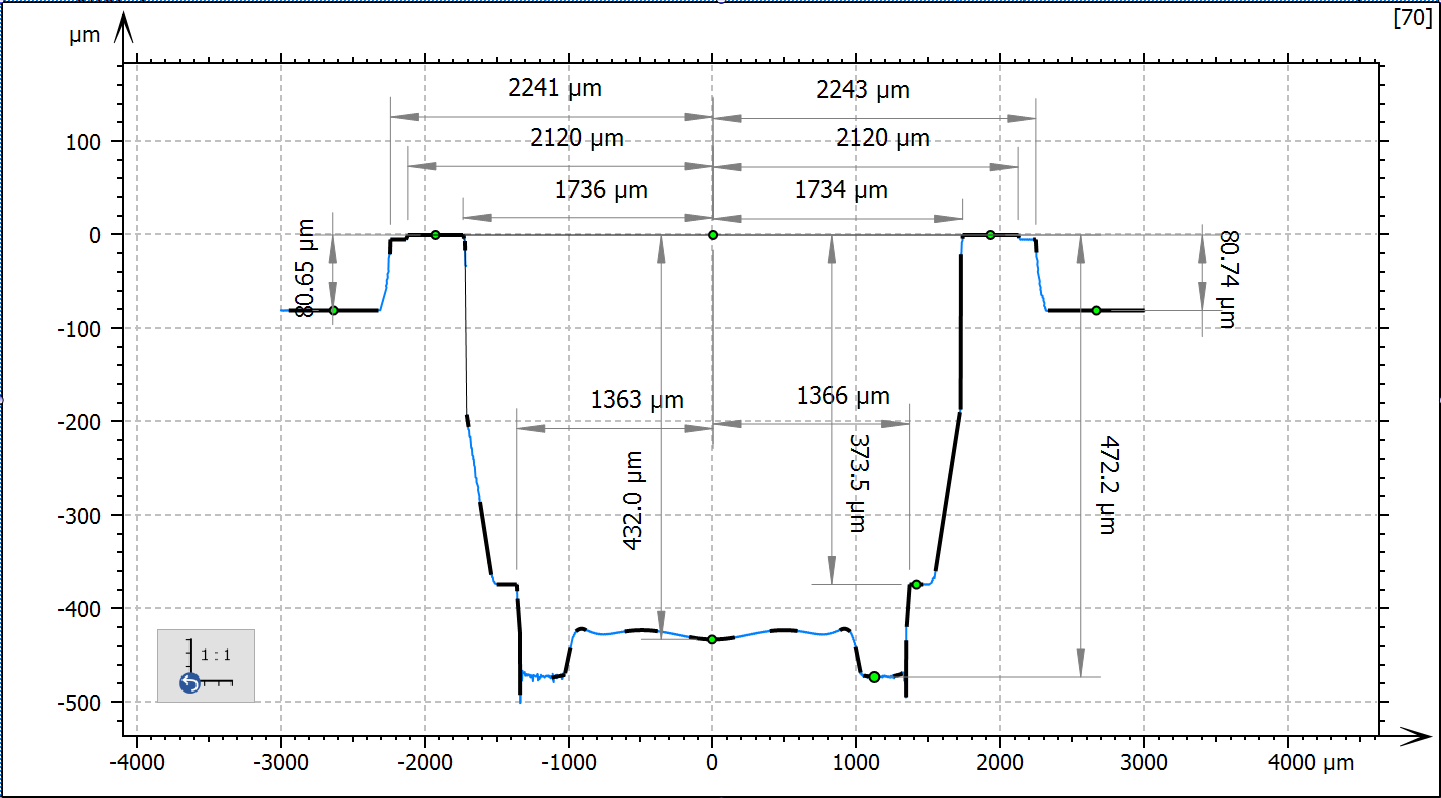
上圖左:NH-3SP搭載SE迴轉台量測模仁。 上圖右:模仁整個斷面輪廓曲線。
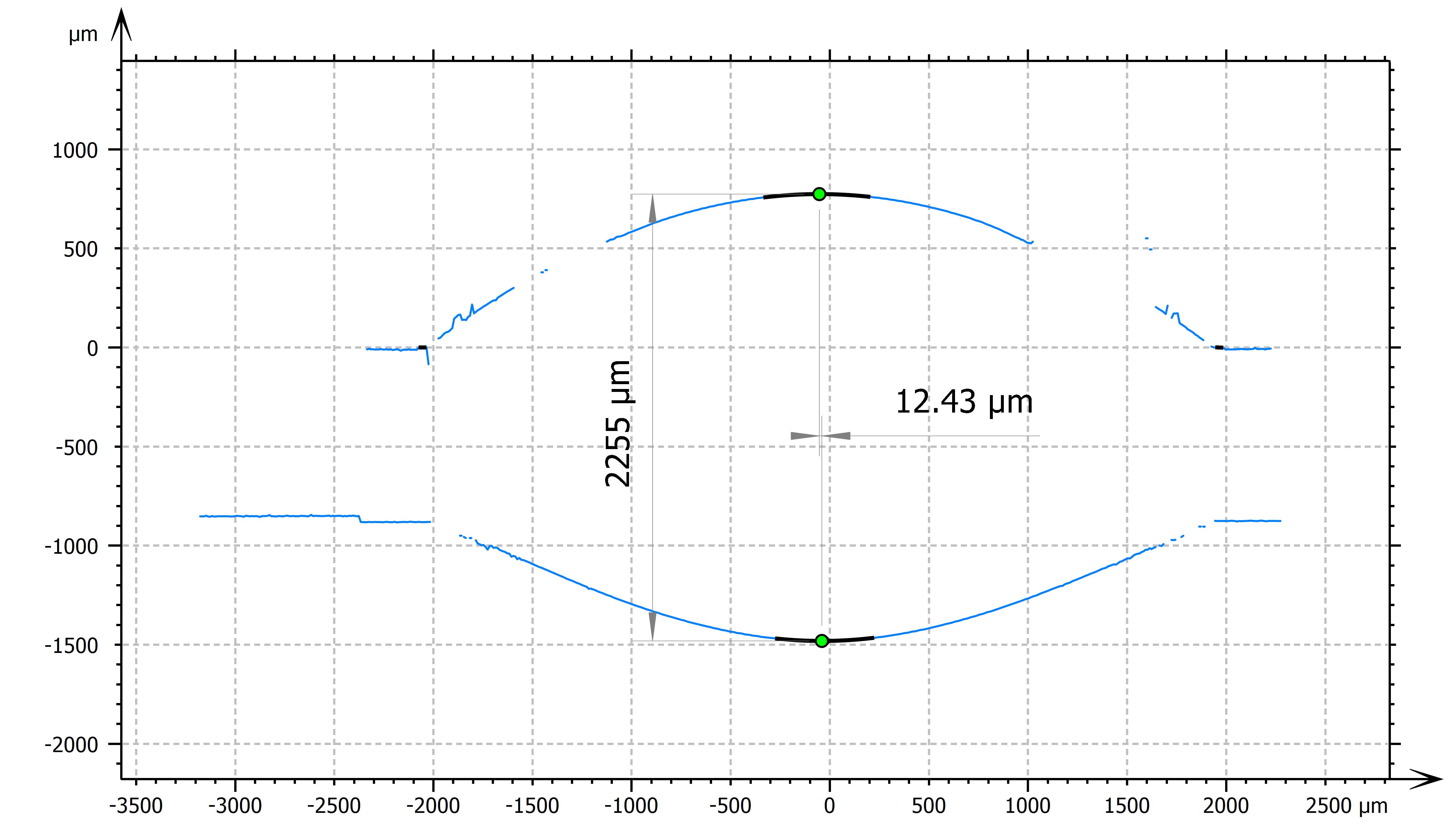
上圖:擷取模仁中心區域非球面輪廓,帶入專用非球面分析軟體進行非球面擬合輪廓分析。
鏡片全周輪廓量測:
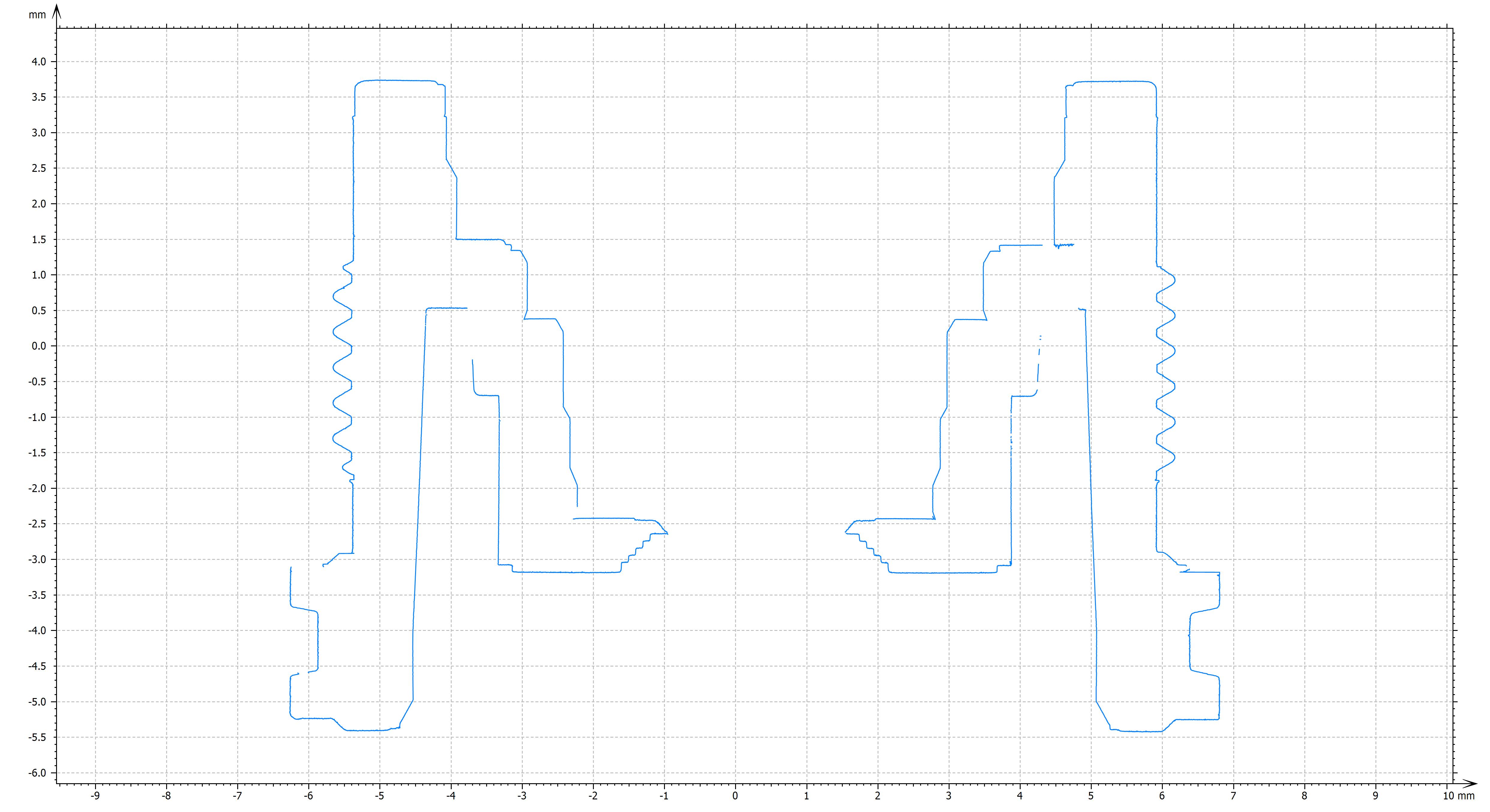
鏡片是由2片以上模仁輪廓組合射出的、模仁上下層定位基準面偏移就會影響射出鏡片光軸偏心,量測鏡片偏芯需用專用治具。另外一種方式為掃描鏡片全周輪廓,如下圖是2種不同類型光學鏡片全周輪廓。
上圖左:鏡片全周輪廓量測。 上圖右:鏡片偏芯量測。
超精密加工產業服務對象包含:
非球面鏡片與模仁輪廓粗度評價
適合機種:NH-3SP
鏡片嵌合輪廓,BARREL輪廓
適合機種:MLP-3SP
隱形眼鏡輪廓,模仁微結構輪廓,漸進多焦點模仁
適合機種:PF-60 / PF-150
適合機種:MLP-3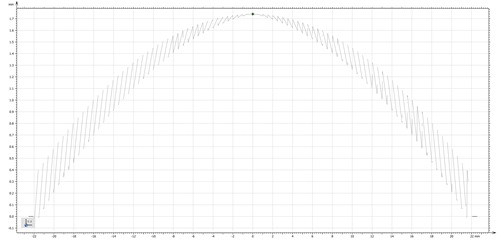
抬頭顯示鏡片HUD,自由曲面鏡片(Free Form),雷達感測用鏡片,車頭燈形
適合機種:NH-5N / PF-150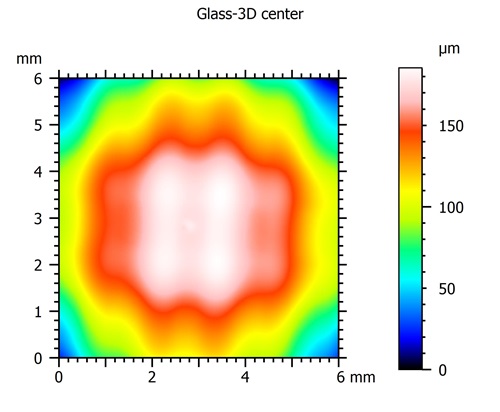
另外如果您的量測工件表面形貌希望用非接觸式方法,現有接觸式觸針在量測工件上有測試瓶頸,觸針損耗率過高想改用非接觸式方式降低耗材成本,影像量測方式精度已經無法滿足需求,歡迎與我們聯繫。

